
I know how frustrating it is when standard coil sizes do not match your production line. You end up paying for material you just throw away as scrap, and that hurts your profit margins. I believe you should only pay for the metal you actually use to make your cans or components.
Yes, we supply Electrolytic Tin Plate (ETP) coils with customized widths to fit your exact needs. Our standard customization range is usually between 600mm and 1250mm, but we can slit coils down to much narrower strips if your machinery requires it. We also customize thickness and coating weights.
Buying the right width is the first step to a more efficient factory. However, there are specific details about maximum slitting capabilities, tolerances, and costs that you need to know before you place an order.
What is the maximum width you can slit for my production line?
You might worry that your required width is too wide for our machines or too narrow for us to handle efficiently. If the coil does not fit your feeder perfectly, your entire production line stops, and I know that downtime is your biggest enemy.
We can process master coils with a maximum width of roughly 1250mm to 1500mm, depending on the specific grade of steel. For your production line, we use precision slitting to cut these master coils into the exact narrower widths you need, sometimes down to 25mm.
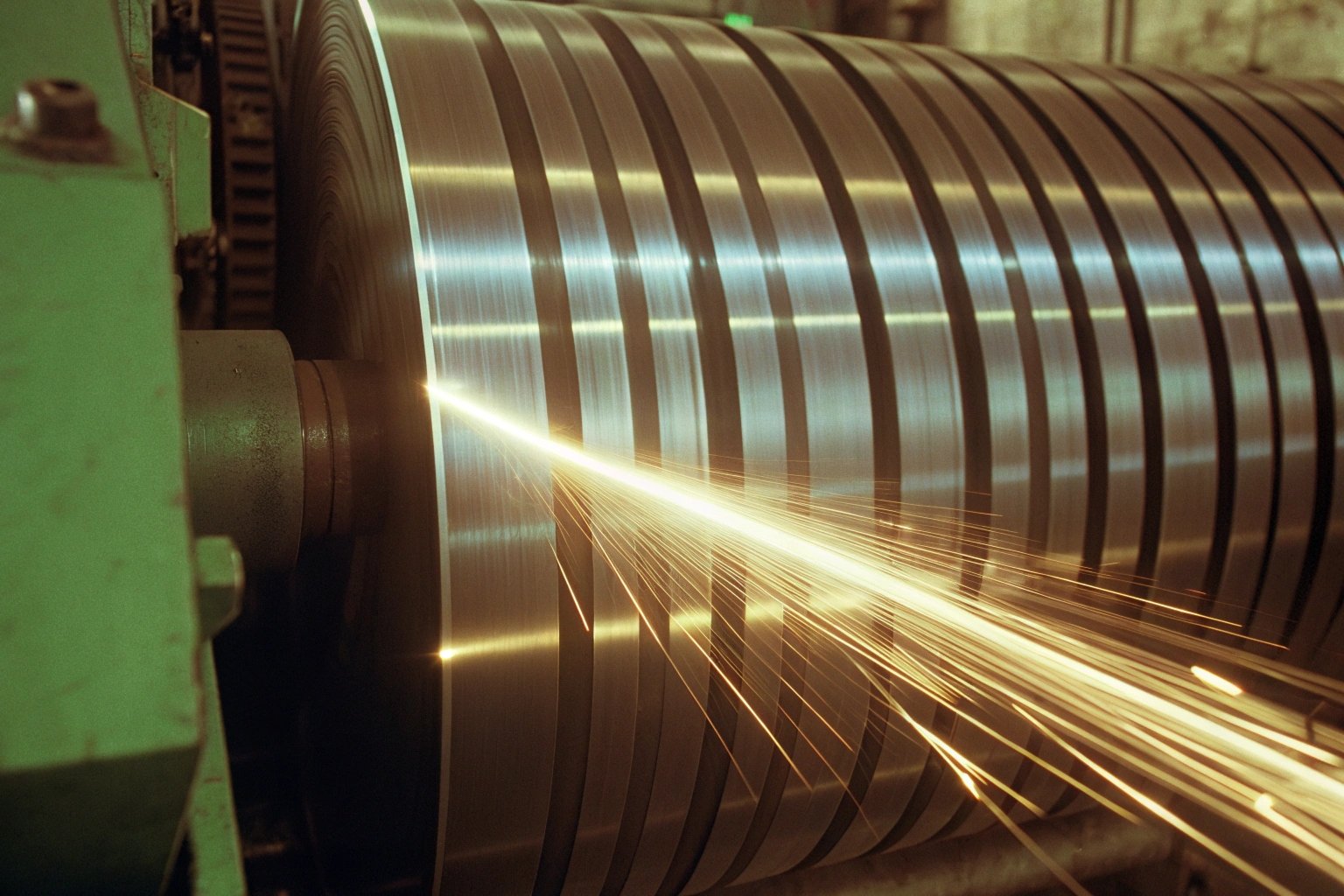
When we talk about the maximum width, we are actually talking about two different things. First, there is the "Master Coil" width, which is how the steel comes out of the rolling mill. Second, there is the "Slit Width," which is what I deliver to your factory.
In my experience, most customers do not need the full maximum width of the master coil. Instead, you likely need a specific slice of it. We take the wide master coil and run it through a machine called a slitter. This machine has sharp rotary knives. It cuts the wide coil into several narrower strips at the same time.
Here is why this matters to you. If you need a very specific width, say 815mm, we can set our knives to that exact number. We also perform "edge trimming" during this process. The edges of a master coil can sometimes be slightly uneven. We trim off a tiny bit of metal on both sides. This ensures that the coil you receive has perfectly straight and safe edges.
It is also important to understand the grain direction 1. When we slit a coil, the grain of the steel runs along the length of the strip. If you are doing deep drawing 2 (making a deep cup or can), the direction of this grain affects how the metal stretches.
Below is a table showing the typical width capabilities we handle:
| Coil Type | Minimum Width | Maximum Width | Typical Application |
|---|---|---|---|
| Master Coil | 600 mm | 1250 mm (up to 1500mm special) | Large stamping, sheets |
| Slit Coil | 25 mm | 1240 mm | Component manufacturing |
| Narrow Strip | 10 mm | 100 mm | Cable wrapping, small parts |
We plan the cuts carefully. If your requested width allows us to use the full master coil with very little waste, that is the best scenario. If your width leaves a lot of "drop-off" or unused metal from the master coil, we might need to discuss adjustments to find a more economical size.
Is there an extra charge for non-standard slitting widths?
You are probably asking yourself if getting a custom size will blow your budget. It is a valid concern because nobody wants surprise fees on their invoice after they have already calculated their product costs.
There is usually a small extra charge or a Minimum Order Quantity (MOQ) requirement for non-standard widths. This covers the machine setup time and the labor involved. However, the money you save by reducing your own scrap rate often pays for this fee many times over.

Let me break down why we might charge a bit more for custom slitting. It is not just about the price of the steel. It is about the time and labor it takes to prepare the machine.
When you ask for a unique width, our technicians have to stop the production line. They have to manually adjust the rotary knives on the slitter to your exact measurements. This setup process can take anywhere from 30 minutes to a few hours. During this time, the machine is not producing anything. In manufacturing, time is money.
The Role of Minimum Order Quantity (MOQ)
To make this worth it for both of us, we usually set a Minimum Order Quantity 3.
- Standard Sizes: We might have these in stock, so the MOQ is low.
- Custom Sizes: We typically require an order of 30 to 50 tons.
If you order enough tonnage (for example, a full container load or more), we can often absorb the slitting cost into the unit price. This means you do not see a separate "slitting fee" on your bill. The efficiency of a long production run covers the setup cost.
Why You Still Save Money
Even if the unit price is slightly higher, your total cost usually goes down. Think about it this way:
- Less Scrap: If you buy a standard sheet and cut 20% off as waste, you paid for that 20%. If you buy a custom width, you use 100% of what you pay for.
- Faster Production: Your machines run smoother because the material fits perfectly.
- Less Wear: You do not have to tax your own cutting dies to trim the material.
Here is a comparison of how the costs balance out:
| Cost Factor | Standard Width Stock | Custom Slit Width |
|---|---|---|
| Material Unit Price | Lower | Slightly Higher |
| Machine Setup Fee | None | Yes (or waived with MOQ) |
| Your Scrap Rate | High (10-20%) | Very Low (< 2%) |
| Shipping Efficiency | Standard | Optimized for your weight limit |
| Total Cost of Ownership | Higher | Lower |
I always advise my clients to look at the total cost of the finished can, not just the price per ton of the Electrolytic Tin Plate 4 coil.
What is your width tolerance to ensure it fits my feeder?
I know that if a coil is even one millimeter too wide, it can jam your feeder and damage your expensive tooling. On the other hand, if it is too loose, the material might slide around, causing misprints or bad cuts.
We strictly control width tolerance to ensure smooth operation on your lines. Our standard tolerance is usually around ±2mm, but for high-precision needs, we can achieve much tighter tolerances, often as low as ±0.1mm (0.005 inches) using advanced slitting equipment.

Precision is everything in our business. When we talk about tolerance, we are talking about the allowable margin of error. No machine in the world is perfect, but good machines are very, very consistent.
Why Tolerance Matters
If you are running a high-speed can-making line, your feeder guides are set to a specific width.
- Oversized Coils: If the coil we send you is too wide, it will physically get stuck. This causes the metal to buckle or wrinkle. It can even break your guide rails.
- Undersized Coils: If the coil is too narrow, the sheet might drift left or right. If you are printing on the metal or stamping shapes, this drift means your design will be off-center. This results in rejected products.
Our Standards
We follow international standards like ASTM A623 5 and JIS G3303 6. However, many of our clients need tighter specs than these general standards.
- Standard Slitting: Good for general stamping. The tolerance is around ±1mm to ±3mm.
- Precision Slitting: Necessary for high-speed automated lines. We use shimless tooling 7 and computerized setups to hold the width within ±0.1mm.
Edge Condition and Packaging
Tolerance is not just about the number; it is about the edge condition. Poor slitting leaves a "burr"—a sharp, raised edge on the steel. A large burr effectively increases the width of the coil and can scratch your equipment. We monitor burr height constantly.
Also, for very narrow coils (like 50mm wide), the packaging changes. We cannot lay them flat or they might telescope (push out like a telescope). We package these "eye-to-sky" (vertical axis). This keeps the coil shape perfect during ocean transport.
| Feature | Standard Tolerance | Precision Tolerance |
|---|---|---|
| Width Accuracy | ± 1-3 mm | ± 0.1 mm |
| Burr Height | < 0.05 mm | < 0.02 mm |
| Camber (Curve) | Standard allowance | Minimal / Straightened |
I recommend you send me the technical drawing of your feeder mechanism. I can then confirm the exact tolerance your machine can handle.
Can you supply scroll-cut sheets to minimize my scrap rate?
You hate seeing good metal turn into scrap, especially when you are punching out circles for can ends or lids. A straight cut leaves awkward triangular gaps between your circles, which is just wasted money.
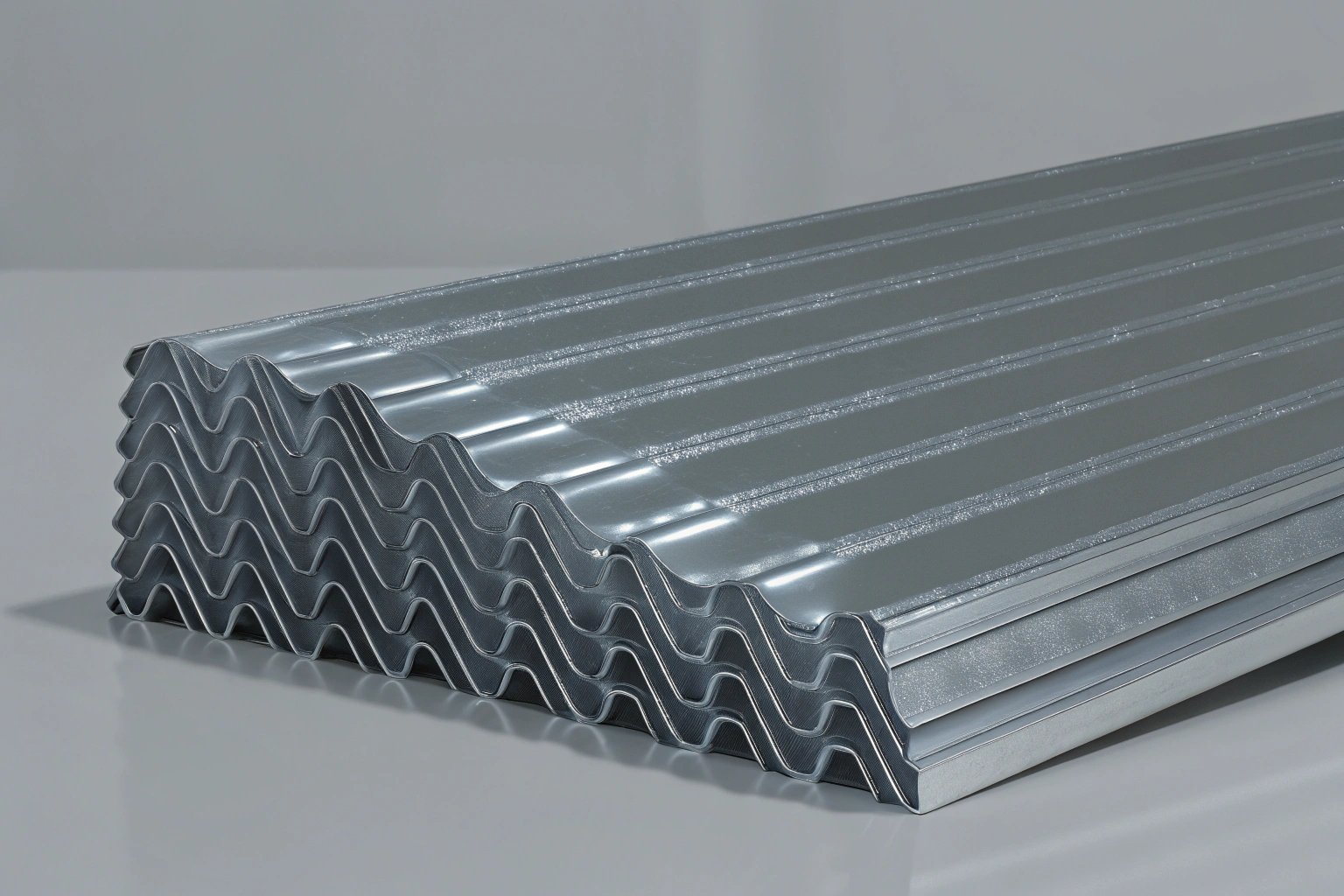
Yes, we can supply scroll-cut sheets, which have a zig-zag or wave-like edge pattern. This shape allows you to "nest" your circular blanks tightly together, significantly reducing the metal web between cuts and minimizing your overall scrap rate.
Scroll cutting is one of the smartest ways to save money if you are manufacturing round components like:
- Easy-open ends 8 (EOE)
- Standard can lids
- Two-piece drawn cans
- Bottle caps
How Scroll Cutting Works
Imagine you have a rectangular piece of paper and you want to cut as many circles out of it as possible. If you line them up in straight rows and columns, you leave a lot of empty space between the circles. This empty space is waste.
Now, imagine shifting every second row of circles slightly to the right, so they fit into the gaps of the first row. This is like a honeycomb pattern. Scroll cutting prepares the sheet metal in this shape before it even reaches your factory.
Instead of a straight rectangle, the sheet has a wavy edge. This wave matches the shape of your punch. When you feed these sheets into your press, the "teeth" of the scroll cut fit perfectly between the cuts you are about to make.
The Financial Impact
Using scroll-cut sheets can save you anywhere from 3% to 10% in material costs. In the tinplate industry, where material cost is 60-70% of the total product cost, saving 5% is a massive boost to your bottom line.
Technical Requirements
To do this for you, we need more than just the width. We need to know:
- The Scroll Shear Pattern: We need the drawing of your die layout.
- Step Distance: The exact measurement between the waves.
- Sheet Length: The total length of the sheet.
We handle the complex geometry on our side. We have specialized scroll shears that cut the master coil into these precise wavy sheets. We then stack them carefully and wrap them to prevent edge damage. It is a more advanced process than simple precision slitting 9, but for high-volume lid manufacturers, it is the only way to stay competitive.
Conclusion
We can supply the customized electrolytic tin plate you need to optimize your production. Whether you need specific slit widths to fit your feeders, tighter tolerances to prevent jams, or scroll-cut sheets to reduce scrap, I can help you configure the right order. Let’s discuss your specifications regarding coating weights 10 and dimensions so we can reduce your waste and improve your efficiency.
Footnotes
1. How grain direction affects metal strength and forming. ↩︎
2. Technical explanation of the deep drawing manufacturing process. ↩︎
3. Definition of Minimum Order Quantity in business procurement. ↩︎
4. Overview of electrolytic tinplate composition and uses. ↩︎
5. Standard specification for Tin Mill Products (General Requirements). ↩︎
6. Japanese Industrial Standard for tinplate and blackplate. ↩︎
7. Benefits of shimless tooling for high-precision slitting. ↩︎
8. Details on easy-open ends for food packaging. ↩︎
9. Description of the coil slitting process and machinery. ↩︎
10. Guide to standard tinplate coating weight designations. ↩︎





